Others: Linear Workflow
IO: Industrial Reasoning

Autonomous AI for industrial operations.
IO in the real world


Naturgy + IO
Centralized operations across combined-cycle power plants, with IO reasoning above existing plant systems.
Deployed in real industrial environments — not demos. Built on 10+ years of mission-critical automation expertise.
Differentiation
Others chain AI agents in workflows. IO captures how your experts actually reason. That's why it scales where others don't.
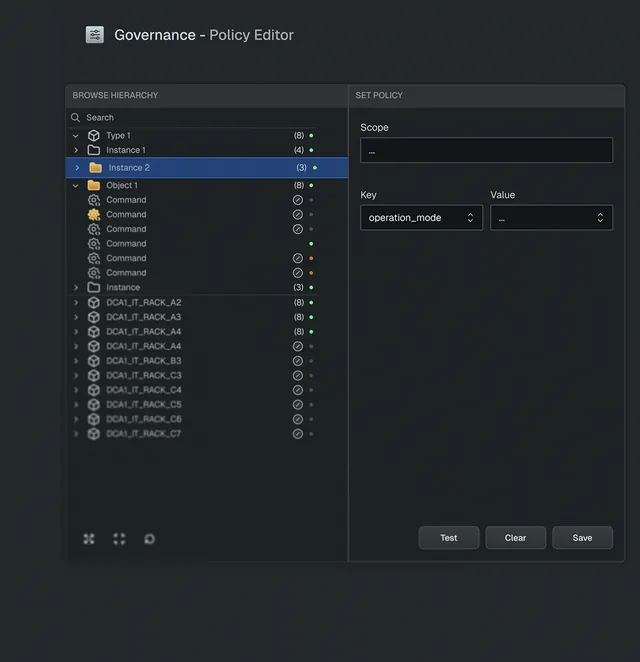
Governance & Accountability
Governance that scales with confidence. Some teams need human-in-the-loop today. Others are ready for delegated execution. IO supports both, with explicit policies, full audit trails, and the flexibility to evolve at your pace.
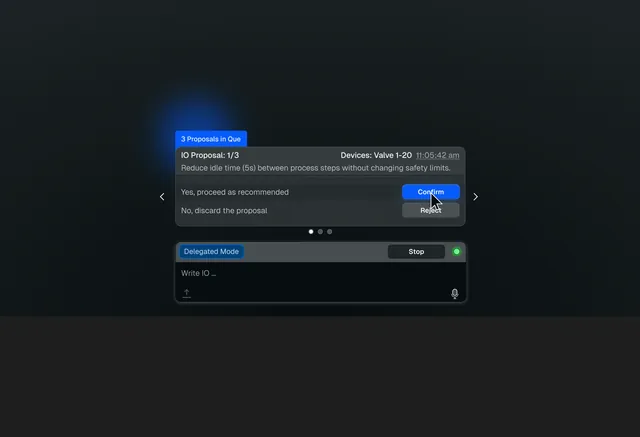
Human in the loop
Full visibility at all times. IO surfaces recommendations — every action requires a human to approve before anything happens.
Delegated Execution
Delegation is explicit, scoped, and reversible. You define what IO may or may not do — and responsibility always remains human-owned.
Architecture
Messy is fine. Our onboarding tools create the context (ontology) AI needs. We work directly with you or with your trusted integrators.
Seamless integration across your ecosystem
Examples include
Use Alt with the left or right arrow keys to move to the previous or next use case in the carousel.
Food & Beverage · Packaging Lines
IO reasons across process conditions, material behavior and quality signals to identify risky trajectories before defects, scrap, rework or quality holds become visible.
Relevant for packaging-material production where seal quality, thickness variation, print quality, tension drift and waste are driven by interacting process conditions that can remain nominal individually until defects appear.
Use case context
Packaging-material operations can remain inside broad control limits while the true optimal process window is already moving away from quality stability.
Seal quality, thickness variation, print quality, tension drift and waste may appear as separate defect families even when they originate from the same process trajectory.
By the time inspection confirms the defect, meaningful output may already require rework, downgrade, quality hold or scrap.
The value is to detect and explain the risky trajectory early enough for process teams to correct it before product defects become the first visible signal.
Pain points
The problem is not a single alarm. It is a process trajectory that becomes risky before quality inspection, scrap reporting or customer-sensitive holds make the issue obvious.
How IO reasons
This mission is not defect counting. IO reasons across process movement, material context and quality outcomes to detect when individually acceptable signals combine into a risky trajectory.
IO tracks combinations of parameter movement that stay nominal individually but become risky together over time.
IO reasons about how the same process trajectory may lead to seal, thickness, print, tension or waste problems depending on material and operating context.
IO separates normal variation from risky combinations of speed, temperature, tension, material and inspection signals, so teams know what to correct first.
IO highlights when an early adjustment is likely to stabilize the process before deviation becomes visible in product quality.
IO governance
Process drift detection can start with supervised interpretation, then move toward governed follow-through only where product, process and compliance boundaries are explicit.
Because quality risk is product- and process-specific, human validation should remain central even when drift detection becomes highly automated.
Expected benefits
Expected value depends on line volume, defect cost, inspection delay, material sensitivity and how early risky trajectories can be explained and corrected.
Reduce quality losses by correcting drift before defects accumulate.
Stabilize the process earlier instead of waiting for inspection results, scrap reports or quality holds to confirm the problem.
Guide process teams toward the right adjustment instead of broad reactive tuning.
Discuss this case
This mission is relevant when teams can diagnose drift after the fact, but cannot continuously detect and explain dangerous trajectories early enough across all lines and shifts.
Want to map the drift patterns behind your packaging-quality losses?